
产品中心
食品生产车间、包装车间对于温湿度的要求都很严格,一般食品要求的室内环境湿度范围为40%-60%。潮湿的梅雨季节空气中的湿度值往往大于80%RH以上。如何有效避免工业产品受潮?专家在此支招:使用杭井品牌工业除湿机,核心部分压缩机采用日立,三菱,大金,三星等名牌原装压缩机,且整机均通过国家强制性产品3H认证。
那么包装车间好的防潮设备?下面小编就给大家介绍一款解决包装车间潮湿很有效的除湿设备包装车间去湿抽湿机。

包装车间抽湿机的设计采用智能微电脑控制、全电脑液晶显示、故障代码显示、湿度自由设定,自动控制、自动除霜,移动方便等产品特点。并且还采用了国际品牌高效旋转式压缩机,具有省电、高效、静音等性能优势。
包装车间抽湿机属冷冻式除湿机,机组配置了高低压保护,防冻结保护,电流过载保护等重要保护装置,并设有多项运行和故障显示功能,运行安全稳定。热交换器经进口加工设备精心制造,换热效率高,结构紧凑,因而运行震动小,噪音低,除湿量大,故障率低,使用寿命长。
包装车间抽湿机参数:
型号:HJ-8138H
品牌:杭井/HANGJING
*大除湿量:138L/D(工况80%RH,30℃)
电源:220V~50Hz插座16A
整机功率:2.0kw
除霜方式:蒸发器结霜自动除霜
循环风量:1200m3/h
排水方式:软管直接外排水(无水箱)
送风方式:前进风,侧出风
外观设计:落地柜式
移动设计:脚底万向轮,移动方便
使用环境温度:5-38℃
定时开关机:有
系统漏液保护:有
机组噪音约:45dB(A)
过滤网:尼龙过滤网
防水等级:IPX0
压缩机保护:三分钟延时启动
外观尺寸:宽500×深380×高1060mm
重量:52kg
外包装:内泡沫外纸箱包装

包装车间抽湿机产品特点:
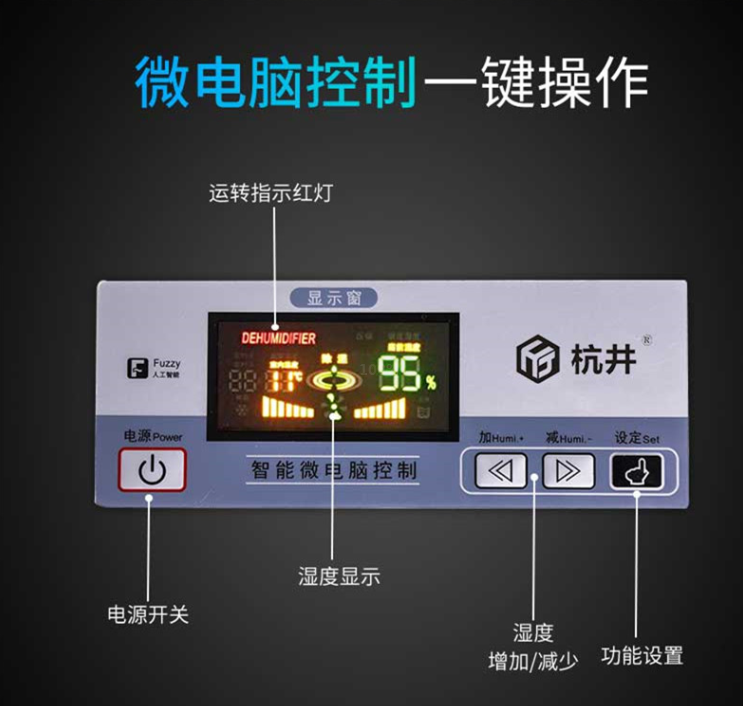
1.微电脑全自动控制
2.超大液晶屏显示,实时显示当前环境温、湿度
3.特有湿度1%可调功能,湿度设定范围10%-95%RH
4.1-24小时定时关机功能
5.高效自动化霜系统,低温适用
6.**的系统故障自动诊断功能,可快速诊断机组运行故障
7.可连续软管实现连续排水功能
8.采用高品质离心风机,风力强劲、气流均匀、噪音低
9.采用品牌压缩机性能稳定,除湿效果持久、强劲
10.前进风,上出风(可定制)
11.采用低电压控制,使用更安全
12.采用日本神荣湿度探头,精准测湿

包装车间抽湿机选型表:
HJ-820H 除湿量20Kg/天 适用面积10~20平方米
HJ-826H 除湿量26Kg/天 适用面积20~30平方米
HJ-838H 除湿量38Kg/天 适用面积30~50平方米
HJ-858H 除湿量58Kg/天 适用面积40~70平方米
HJ-890H 除湿量90Kg/天 适用面积80~110平方米
HJ-8120H 除湿量120Kg/天 适用面积100~120平方米
HJ-8138H 除湿量138Kg/天 适用面积120~150平方米
HJ-8150H 除湿量150Kg/天 适用面积150~180平方米
HJ-8168H 除湿量7kg/小时 适用面积200~250平方米
HJ-8192H 除湿量8.8kg/小时适用面积200~300平方米
HJ-8240H 除湿量10kg/小时 适用面积300~400平方米
HJ-8360H 除湿量15kg/小时 适用面积400~500平方米
HJ-8480H 除湿量20kg/小时 适用面积500~600平方米
HJ-8600H 除湿量25kg/小时 适用面积600~700平方米
HJ-8720H 除湿量30kg/小时 适用面积700~800平方米

温馨提示,由于包装车间的结构大小,地域不同,湿度要求不同,所以想要配置合适的抽湿机还需根据具体环境情况来定,您可以和我们沟通,我们免费提供**的除湿方案,为您解决潮湿困扰。
有关抽湿机的小知识:
排除故障没有固定的模式,也没有统一的标准,因人而异。但在一般情况下,还是有一定规律的。通常排除故障时,所采用的步骤大致可分为:症状分析一设备检查一确定故障点一故障排除一排除后性能观察。
(一)症状分析
症状分析是对所有可能存在的有关故障原始状态的信息进行收集和判断的过程。在故障迹象受到干扰以前,对所有信息都应进行仔细分析。这些原始信息一般可以从以下几个方面获得:
1.向操作者详细询问设备故障现象。通过询问以获得设备使用及变化过程、损坏或失灵前后情况的信息,还可以了解到一些过去类似的故障现象、原因以及曾经采取的措施等方面的情况。有时操作人员也许因为其他方面的原因,不愿意或不能把全部情节讲清楚。维修人员应有分析辨别能力和足够的耐心,以尽可能多地获得真实的原始信息。
2.观察和初步检查。通过看听闻摸等,检查是否发生如破裂、杂声、异味、过热等特殊现象。对设备进行全面的观察往往会得到有价值的线索。初步检查的内容包括检测装置(操作台指示灯、显示器报警信息等)、检查操作开关的位置以及控制机构、调整装置及连锁信号装置等。
3.确定无危险情况下,通电试车。一般情况下应要求操作人员按正常操作程序启动设备。如果故障不是整机性的致使电气控制系统瘫痪,可以采用试运转的方法启动设备,帮助维修人员对故障的原始状态有个综合的印象。有些电气故障可以通过人的手、眼、鼻、耳等器官,采用看听闻摸等手段,直接感知故障设备异常的温升、振动、气味、响声等,确定设备的故障部位。
这个阶段的目的在于收集故障的原始信息,以便对现有实际情况作分析,并从中推导出*有可能存在故障区域的线索,作为下一步设备检查的参考。但注意不要根据不确切的迹象或不充分的信息过早地作出判断。
(二)设备检查
根据症状分析中得到的初步结论和疑问,对设备进行更详细的检查,特别是那些被认为*有可能存在故障的区域。要注意这个阶段应尽量避免对设备作不必要的拆卸,防止因不慎重的操作引起更多的故障。不要轻易对控制装置进行调整,因为一般情况下,故障未排除而盲目调整参数会掩盖症状,而且会随着故障的发展而使症状重新出现,甚至可能造成更严重的故障。所以,必须避免盲目性,防止因不慎重的操作使故障复杂化,避免造成症状混乱反而延长排除故障的时间。
(三)确定故障点
根据故障现象,结合设备的原理及控制特点进行分析和判断,确定故障发生在什么范围,是电气故障还是机械故障、是直流回路还是交流回路、是主电路还是控制电路或辅助电路、是电源部分还是参数调整不合适造成的、是人为造成还是随机性的等等,逐步缩小故障范围,直至找到故障点。如果缺少系统的诊断资料,就需要维修人员正确地将整个设备或控制系统划分为若干个小部分,然后检查这些部分的输入和输出是否正常。在确定某一部分时,再去关注该部分内部的问题,找出故障点。在确保设备安全的情况下,可以通过一些试探的方法确定故障部位。例如,通电试探或强行使某继电器动作等,以发现和确定故障的部位。
(四)故障排除
在确定故障点以后,无论是修复还是更换,排除故障相对电气维修人员来说,一般比查找故障要简单得多。但在排除故障中一般不可能只用单一的方法,往往多种方法综合运用。
1.在排除故障的过程中,应先动脑、后动手,正确分析可以起到事半功倍的效果。具体应遵循先外部后内部、先机械后电气、先静后动、先公用后专用、先简单后复杂、先一般后特殊的原则。需要注意的是,不要一遇到故障,拿起表就测,拿起工具就拆。要养成良好的分析、判断习惯,要做到每次测量均有明确的目的,即测量的结果能说明什么。在找出有故障点的组件后,应该进一步确定引起故障的根本原因。例如:当电路板内的一只晶体管被烧坏,单纯地更换一个晶体管是不够的,重要的是要查出被烧坏的原因,并采取补救和预防的措施。
2.一般情况下,以设备的动作顺序为排除时分析、检测的次序。以此为前提,先检查电源,再检查线路和负载;先检查公共回路再检查各分支回路;先检查主电路再检查控制电路;先检查容易检测的部分(如各控制柜),再检查不易检测的部分(如某一设备的控制器件)。如在电气保护线路中,如果检查发现热继电器动作,不但要使热继电器触头复位,而且要查出过载的原因,对熔体熔断,不但要换新的熔体,而且要查明熔体熔断的原因并处理,应向有关人员说明应注意的问题,等等。



 赵先生
赵先生 咨询电话
咨询电话